Profesyonel Tecrübemiz İle
Manyetik Parçacık Muayenesi (Magnetic Particle Testing)
-Manyetik Parçacık Muayenesi (Magnetic Particle Testing – MT), ferromanyetik malzemelerde (demir, nikel, kobalt ve bunların alaşımları) yüzey ve yüzeye yakın süreksizliklerin tespit edilmesinde kullanılan tahribatsız muayene yöntemidir. Özellikle kaynak dikişleri, dövme parçalar, döküm ürünler ve makine elemanlarında oluşabilecek çatlak, soğuk birleşme, bindirme ve yırtılma gibi hataların belirlenmesinde etkin bir şekilde uygulanır.
-Uygulama Alanları
Havacılık ; Motor parçaları, iniş takımları, pervane kolları
Otomotiv; Krank milleri, kam milleri, dişliler, aks parçaları
Enerji; Türbin milleri, jeneratör parçaları, boru hatları
Demiryolu; Tekerlekler, akslar, ray bağlantı elemanları
Petrol & Gaz; Sondaj ekipmanları, borular, vana parçaları çelik konstriksiyonlar , tanklar
Üretim; Döküm parçaları, kaynak bağlantıları, şaftlar
Kaldırma iletme ekipmanları ; Vinç kaynakları , bom tamiri sonrası kontrollerde uygulanır.
-Çalışma Prensibi
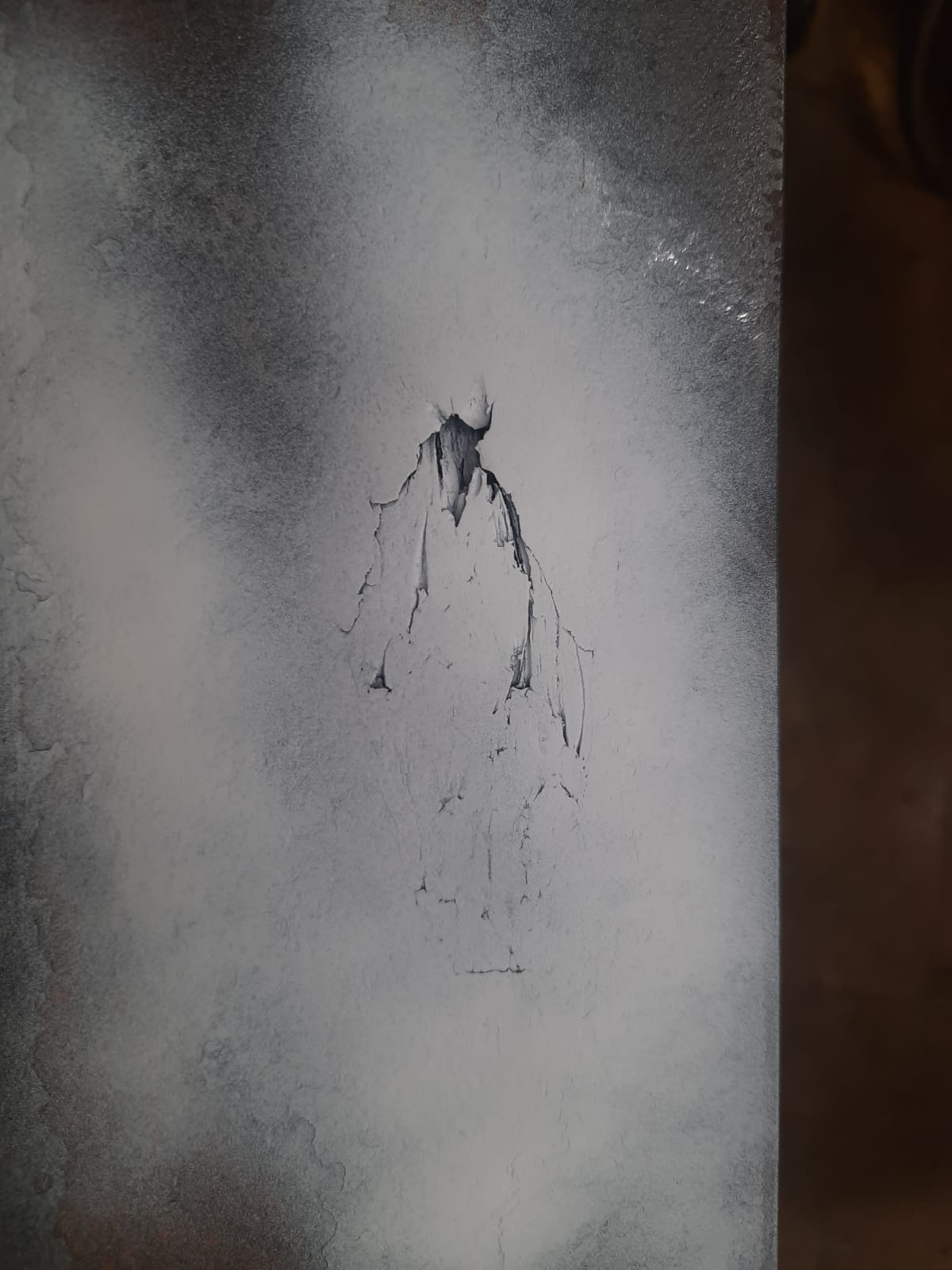
Bu yöntem, test edilecek parçanın manyetize edilmesi esasına dayanır. Parça üzerine uygulanan manyetik alan, süreksizlik bulunan bölgelerde alan kaçaklarına (flux leakage) neden olur. Yüzeye uygulanan manyetik parçacıklar (kuru toz veya ıslak süspansiyon formunda), bu kaçak alan bölgelerinde toplanarak gözle görülebilir endikasyonlar oluşturur. Böylece hatanın yeri ve doğrultusu belirlenebilir.
-Uygulama Yöntemleri
Manyetik Parçacık Muayenesi genel olarak iki farklı parçacık tipi ile yapılır:
Renkli (Visible) Manyetik Parçacık: Gün ışığında veya beyaz ışık altında uygulanır. Kontrast boya ile birlikte kullanılarak yüzeyde net indikasyon elde edilir.
Floresan Manyetik Parçacık: UV-A (morötesi) ışık altında uygulanır. Karanlık ortamda yüksek hassasiyetle ince çatlakların tespitinde tercih edilir.
Manyetizasyon ise AC veya DC akım kullanılarak sağlanabilir. AC akım genellikle yüzey hataları için, DC akım ise yüzeye yakın alt tabaka hataları için daha etkilidir.
-Avantajları
Yüzey ve yüzeye yakın hatalarda yüksek hassasiyet
Hızlı ve ekonomik uygulama
Anlık sonuç elde etme imkânı
Kaynaklı imalatlarda yaygın kullanım
-Sınırlamalar
Sadece ferromanyetik malzemelerde uygulanabilir (karbon çelikleri gibi).
Yüzey hazırlığı önemlidir; boya, yağ ve kir temizlenmelidir.
Manyetizasyon yönü, hatanın doğrultusuna dik olacak şekilde planlanmalıdır.
-Genel Olarak Kullanılan Standartlar
ASTM E1444 / E1444M: Manyetik Parçacık Muayenesi Standardı
ASME V: Manyetik Parçacık Muayene yöntemi
TS EN ISO 9712 Tahribatsız Muayene - Tahribatsız Muayene Personelinin Vasıflandırılması Ve
Belgelendirilmesi
TS EN ISO 9934-1 Tahribatsız Muayene - Manyetik Parçacık Muayenesi - Bölüm 1: Genel ilkeler
TS EN ISO 9934-2 Tahribatsız Muayene - Manyetik Parçacık Muayenesi - Bölüm 2: Tespit ortamı
TS EN ISO 9934-3 Tahribatsız Muayene - Manyetik Parçacık Muayenesi - Bölüm 3: Donanım
TS EN ISO 3059 Tahribatsız Muayene - Penetrantla Muayene Ve Manyetik Parçacıkla Muayene - İnceleme şartları
TS EN ISO 17638 Kaynakların tahribatsız muayenesi - Manyetik parçacık muayenesi
TS EN ISO 23278 Kaynakların tahribatsız muayenesi-Kaynakların manyetik parçacıkla muayenesi-Kabul seviyeleri
TS EN ISO 17635 Kaynakların Tahribatsız Muayenesi- Metalik Malzemeler için Genel Kurallar
TS EN 10228-1 Dövme Çeliklerin Tahribatsız Muayenesi - Bölüm 1: Manyetik Parçacık Muayenesi
TS EN 1369 Tahribatsız Muayene – Dökümler – Manyetik Parçacık Muayenesi
Sonuç
Manyetik Parçacık Muayenesi, özellikle kaynak kontrolleri ve imalat sonrası Baytech Kalite Kontrol Tahribatsız Muayene ve Gözetim olarak,(ADANA) kalite güvence süreçlerinde kritik bir rol oynar. Doğru ekipman, uygun prosedür ve EN 9712’ye göre sertifikalı personel ile uygulandığında güvenilir ve tekrarlanabilir sonuçlar sağlar.